Description
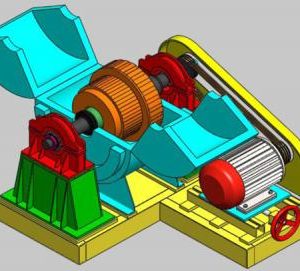
Tig Tungsten inert gas (Argon) welding process is most suitable for welding of armature coil and equalizer coil leads with commutator riser of motors as this type of welded connections are able to withstand considerable thermal and mechanical loads. The armature shaft is supported on two robust pedestals with adjustable type roller supports or between centres. Both the pedestals are mounted on a common fabricated bed. One of the pedestals is capable of being moved on the bed to suit the different lengths of Armature shafts. The water-cooled Tig torch assembly with X & Y axis manipulation is mounted on a stand near the fixed pedestal. The armature is continuously rotated at a very low rpm by means of a double worm reduction geared motor and belt drive past the welding torch besides the commutator.
The winding lead ends are spot welded one by on to points on a specific circle on the face of the commutator. The earthing current is drawn from the commutator bars through a flexible braided copper strap with adjustable length and tension. The welding torch automatically moves radially by motorized screw & nut to the next position after one full rotation of the armature. A certain amount of continuous auxiliary arc ensures accurate main arc ignition reproducibility. The machine comprise of the following major units:
- Armature supporting assembly
- Armature rotation assembly
- AC/DC welding rectifier with water cooled TIG Torch assembly
- High frequency unit.
- Water circulation system for TIG Torch
- Fume extraction unit-Optional
- Centralized PLC based electrical control panel.